
全国24小时咨询电话
176-2111-1109
176-2111-1109

产品中心/Products
-
捷斯克(Jabsco)柴油发电机泵用叶轮
-
强森(Johnson)发电机海水泵叶轮
-
威德士(VERUS)柴油发电机泵用叶轮
-
日本洋马(YANMAR)发电机海水泵叶轮
-
日本欧能(Onan)发电机海水泵叶轮
-
狮龙(SHERWOOD)发电机配件
-
法国雷诺(RENAULT)柴油发电机叶轮
-
沃尔沃(VOLVO)发电机冷却泵叶轮
-
ANCOR IMPELLER
-
CEF IMPELLER
-
依维柯(AIFO IVECO)发电机叶轮
-
美国奥伯道夫(OBERDORFER)发电机叶轮
-
科勒(KOHLER)发电机水泵叶轮
-
帕金斯(PERKINS)发电机叶轮
-
韦斯特尔(WESTERBEKE)发电机叶轮
-
美国CAT卡特彼勒/CATERPILLA发动机及发电机橡胶叶
-
日机装发电机/NIKKISO橡胶叶轮
-
韩国斗山大宇(DOOSAN)发电机叶轮
-
韩国JMP泵用叶轮/JMP PUMP
-
韩国DJ泵用叶轮/DJ PUMP
-
康明斯水泵叶轮
推荐新闻/News
-
奥兰康明斯柴油机叶轮05411519的详细产品
-
奥兰康明斯CUMMINS海水泵叶轮0541-1519的详细
-
韩国DJ泵用叶轮/DJ PUMP的详细产品价格、产
-
韩国JMP叶轮型号全系列: 6000;7000;700
-
韩国斗山大宇DOOSAN柴油发电机及发动机橡
-
日机装发电机/NIKKISO橡胶叶轮详细产品价
-
美国CAT卡特彼勒/CATERPILLA发动机及发电机
-
韦斯特尔WESTERBEKE水泵叶轮34440的详细产品
-
沃尔沃VOLVO 875814-6; 875697; 845796; 844683; 84
-
珀金斯PERKINS,PERKINS发电机橡胶叶轮的详
-
科勒(KOHLER)发电机水泵叶轮的详细产品价
-
详细说明 CEF 500135 叶轮 ; ANCOR 50035 水泵叶
-
依维柯 IVECO AIFO 海水泵叶轮828MTEA的详细产
-
CEF柔性泵用橡胶叶轮 CEF Impeller 500216 Siz
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500145
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500135
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500101
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500206
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500114
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500106
资料中心
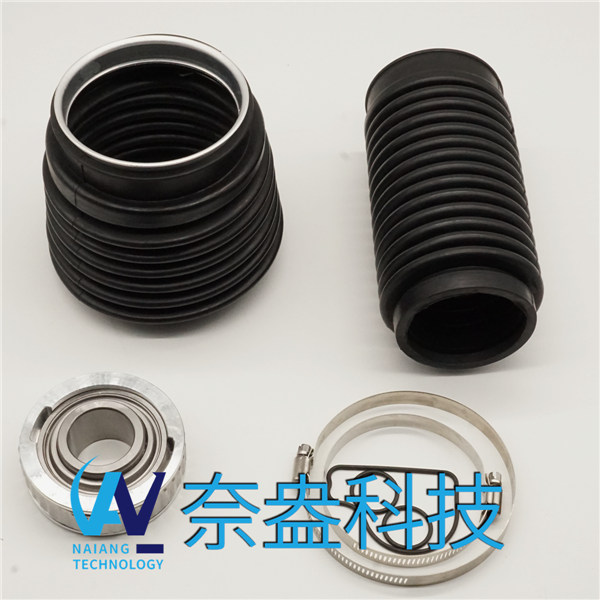
柔性橡胶叶轮干什么用
添加时间:2020-12-26
柔性橡胶叶轮干什么用

在焊接前如何加热呢在运用前应开展焊接前的加热,那样能够 大大的提双的特性安全性,提升工作效能。开展焊接前加热的焊接件,其虚梁溫度应在要求的加热温度范围内。当焊接件溫度小于零摄氏度是,不锈钢板材的焊接应在始焊处100毫米范畴内加热到15摄氏之上。
对有应力腐蚀的焊接,应开展焊后热处理。非马氏体不一样的钢电焊焊接时,应按电焊焊接性较弱的一侧不锈钢板材选中焊接前加热和焊后热处理溫度,但焊后热处理溫度不可超出另一侧不锈钢板材的零界点。调配钢焊接的焊后热处理溫度,应小于其淬火溫度。
双焊接前加热及焊后热处理时,应精确测量和纪录其溫度,温度测量点的位置和总数应有效,红外测温仪表应经计量检定达标。对非常容易造成电焊焊接延迟时间裂痕的不锈钢板材,焊后应立即开展焊后热处理,当不可以立即开展焊后热处理时,应在焊后马上匀称加温至200-300℃。斌开展隔热保温锾冷,其加温范畴应与焊后热处理规定同样。
上一篇:橡胶叶轮应用在那行业
下一篇:柔性橡胶叶轮什么品牌好
上海奈盎智能科技有限公司 2024 版权所有
地址:上海市宝山区园康路255号1号楼A区三层 移动电话:17621111109固定电话:021-64546711
XML HTML ICP备案号: 沪ICP备17046114号-5