
全国24小时咨询电话
176-2111-1109
176-2111-1109

产品中心/Products
-
捷斯克(Jabsco)柴油发电机泵用叶轮
-
强森(Johnson)发电机海水泵叶轮
-
威德士(VERUS)柴油发电机泵用叶轮
-
日本洋马(YANMAR)发电机海水泵叶轮
-
日本欧能(Onan)发电机海水泵叶轮
-
狮龙(SHERWOOD)发电机配件
-
法国雷诺(RENAULT)柴油发电机叶轮
-
沃尔沃(VOLVO)发电机冷却泵叶轮
-
ANCOR IMPELLER
-
CEF IMPELLER
-
依维柯(AIFO IVECO)发电机叶轮
-
美国奥伯道夫(OBERDORFER)发电机叶轮
-
科勒(KOHLER)发电机水泵叶轮
-
帕金斯(PERKINS)发电机叶轮
-
韦斯特尔(WESTERBEKE)发电机叶轮
-
美国CAT卡特彼勒/CATERPILLA发动机及发电机橡胶叶
-
日机装发电机/NIKKISO橡胶叶轮
-
韩国斗山大宇(DOOSAN)发电机叶轮
-
韩国JMP泵用叶轮/JMP PUMP
-
韩国DJ泵用叶轮/DJ PUMP
-
康明斯水泵叶轮
推荐新闻/News
-
奥兰康明斯柴油机叶轮05411519的详细产品
-
奥兰康明斯CUMMINS海水泵叶轮0541-1519的详细
-
韩国DJ泵用叶轮/DJ PUMP的详细产品价格、产
-
韩国JMP叶轮型号全系列: 6000;7000;700
-
韩国斗山大宇DOOSAN柴油发电机及发动机橡
-
日机装发电机/NIKKISO橡胶叶轮详细产品价
-
美国CAT卡特彼勒/CATERPILLA发动机及发电机
-
韦斯特尔WESTERBEKE水泵叶轮34440的详细产品
-
沃尔沃VOLVO 875814-6; 875697; 845796; 844683; 84
-
珀金斯PERKINS,PERKINS发电机橡胶叶轮的详
-
科勒(KOHLER)发电机水泵叶轮的详细产品价
-
详细说明 CEF 500135 叶轮 ; ANCOR 50035 水泵叶
-
依维柯 IVECO AIFO 海水泵叶轮828MTEA的详细产
-
CEF柔性泵用橡胶叶轮 CEF Impeller 500216 Siz
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500145
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500135
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500101
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500206
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500114
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500106
安装使用
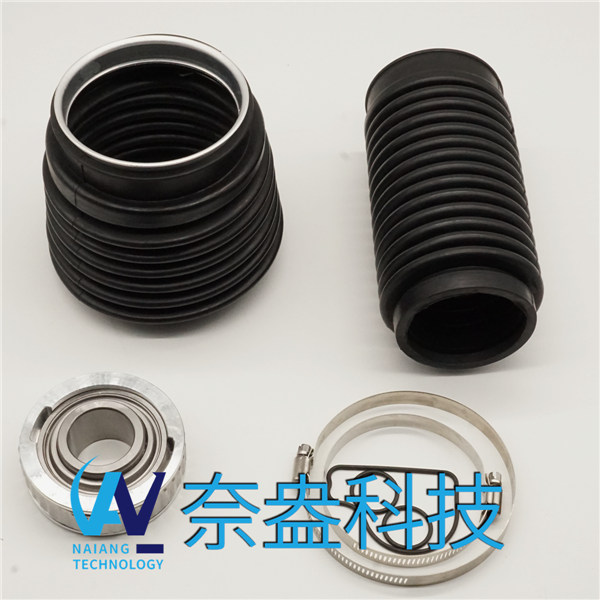
游艇波纹管生产厂家定做
添加时间:2020-12-19
游艇波纹管生产厂家定做

①首先根据加工工件的大小把薄铜片剪成长条形,然后折叠,井保证折叠部分一长一短。采用短铜片的目的是减少铜片的厚度,使上游艇波纹管更接近工件加工部位,以便于提高加工精度;
②然后把游艇波纹管的弯曲部分用小手锤锤平,并用什锦锉修理成形状;
③再把经以上处理的铜片塞到线电极加工所形成的缝隙里,同时在工件该部们的表面滴上。由于切割时,电火花线切割机高压冲水使工件所受压力较大,若单纯用铜片塞紧来保证导电和固定,容易产生以下问题:
(a)铜片塞得太松,担心固定不可靠、导电不稳定;
(b)铜片塞得太紧,又担心损伤工件表面、破坏形位公差,所以采用来保证被切割部分与母体材料固定;
④在将铜片塞进加工部位时,使上游艇波纹管更接近工件以保证加工精度。加工完毕后再将其掰直即可把铜片从缝隙中取出。在此尤应注意是:用粘贴连接铜片时应远离工件余留部件处,以免渗到正好位于其下方的导丝嘴的穿丝孔里,造成穿丝孔堵塞。此外粘贴连接铜片的位置应考虑对称分布,且应保证同时塞紧,避免工件发生偏移,以致影响工件加工质量。在被切割部分与母体材料之间填充导电铜片。把经折叠、剪齐、锤平和修锉的薄铜片填充在线电极加工形成的缝隙里,并使铜片和缝隙壁紧密贴合。填充此铜片的目的是为了导电,因为前面粘贴连接铜片时用了,而是不导电的。为了实现导电要求,故采用填充导电铜片的方法,填充导电铜片时同样应注意铜片的对称布置以及铜片应同时加紧,并且不能塞得过紧以免划伤工件的表面。
上一篇:游艇波纹管厂家厂商
下一篇:游艇波纹管正确安装方法
上海奈盎智能科技有限公司 2024 版权所有
地址:上海市宝山区园康路255号1号楼A区三层 移动电话:17621111109固定电话:021-64546711
XML HTML ICP备案号: 沪ICP备17046114号-5