
全国24小时咨询电话
176-2111-1109
176-2111-1109

产品中心/Products
-
捷斯克(Jabsco)柴油发电机泵用叶轮
-
强森(Johnson)发电机海水泵叶轮
-
威德士(VERUS)柴油发电机泵用叶轮
-
日本洋马(YANMAR)发电机海水泵叶轮
-
日本欧能(Onan)发电机海水泵叶轮
-
狮龙(SHERWOOD)发电机配件
-
法国雷诺(RENAULT)柴油发电机叶轮
-
沃尔沃(VOLVO)发电机冷却泵叶轮
-
ANCOR IMPELLER
-
CEF IMPELLER
-
依维柯(AIFO IVECO)发电机叶轮
-
美国奥伯道夫(OBERDORFER)发电机叶轮
-
科勒(KOHLER)发电机水泵叶轮
-
帕金斯(PERKINS)发电机叶轮
-
韦斯特尔(WESTERBEKE)发电机叶轮
-
美国CAT卡特彼勒/CATERPILLA发动机及发电机橡胶叶
-
日机装发电机/NIKKISO橡胶叶轮
-
韩国斗山大宇(DOOSAN)发电机叶轮
-
韩国JMP泵用叶轮/JMP PUMP
-
韩国DJ泵用叶轮/DJ PUMP
-
康明斯水泵叶轮
推荐新闻/News
-
奥兰康明斯柴油机叶轮05411519的详细产品
-
奥兰康明斯CUMMINS海水泵叶轮0541-1519的详细
-
韩国DJ泵用叶轮/DJ PUMP的详细产品价格、产
-
韩国JMP叶轮型号全系列: 6000;7000;700
-
韩国斗山大宇DOOSAN柴油发电机及发动机橡
-
日机装发电机/NIKKISO橡胶叶轮详细产品价
-
美国CAT卡特彼勒/CATERPILLA发动机及发电机
-
韦斯特尔WESTERBEKE水泵叶轮34440的详细产品
-
沃尔沃VOLVO 875814-6; 875697; 845796; 844683; 84
-
珀金斯PERKINS,PERKINS发电机橡胶叶轮的详
-
科勒(KOHLER)发电机水泵叶轮的详细产品价
-
详细说明 CEF 500135 叶轮 ; ANCOR 50035 水泵叶
-
依维柯 IVECO AIFO 海水泵叶轮828MTEA的详细产
-
CEF柔性泵用橡胶叶轮 CEF Impeller 500216 Siz
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500145
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500135
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500101
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500206
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500114
-
捷斯克泵用橡胶叶轮 JABSCO Impeller 500106
安装使用
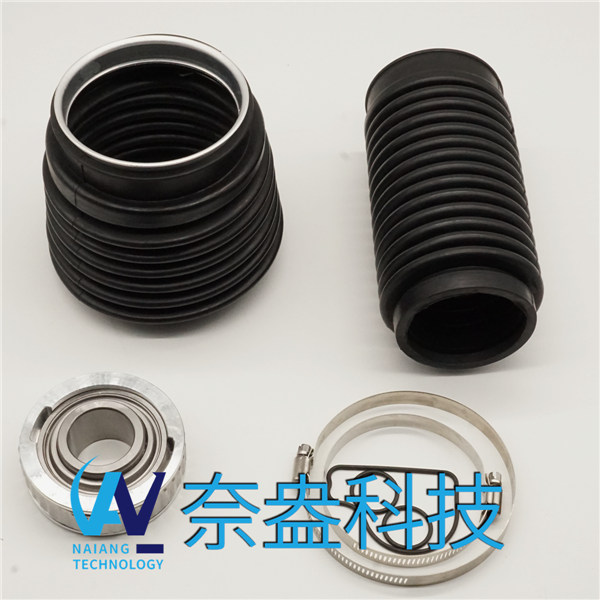
游艇波纹管厂家价格
添加时间:2020-12-12
游艇波纹管厂家价格

1、游艇波纹管滚动圆锥形工件时,将工件的小圆端压在垂直游艇波纹管的导向游艇波纹管上。
2、钢板弯曲时不允许钢板运行。 当液压站油压不稳定或油温和轴承温度超过60°C时,不允许工作。
3、轧平时,钢板与工作辊之间不允许有滑动; 当轧制或找平时,钢板应放置在工作辊的中部,钢板的厚度在偏置时应相应减小。
4、当钢板用垫平整时,垫的硬度不应高于工作辊的硬度,必须注意不要滚动或平整突出的焊缝或切割边缘的钢板。
5、在启动滚压成型机之前应检查各个部位有什么异常,紧固螺帽不能有松动,制动器应该正常可靠,严格按照板材的厚度调整卷筒距离,不能超负荷作业,也不能卷压超出性能规定范围内的工件。
6、运转中,必须将工件平稳放置,位正后才能开车运转操作,并且应该明确信号,制定一个人进行指挥。
7、滚压成型机运转时手不能放在被卷压的钢板上,也不能用样板进行检查,停机后再用样板检查圆度。卷压不够正圆的工件时,滚卷到钢板末端时应该要留下一定余量,防止工件掉下伤人。
上海奈盎智能科技有限公司 2024 版权所有
地址:上海市宝山区园康路255号1号楼A区三层 移动电话:17621111109固定电话:021-64546711
XML HTML ICP备案号: 沪ICP备17046114号-5